Lötpastendruck
Reflow-Lötverfahren
Das Reflow-Lötverfahren ist ein Prozess, bei dem die Bauteile vorerwärmt und das Lot auf der Leiterplatte geschmolzen wird, um Lötstellen zwischen der Leiterplatte und den Bauteilen herzustellen. Die Bauteile werden durch die Lötpaste auf der flexiblen Leiterplatte fixiert. Diese Lötpaste schmilzt während des Reflow-Lötprozesses und erstarrt beim Abkühlen, wodurch eine zuverlässige Lötverbindung entsteht. Dieser Vorgang findet in Reflow-Öfen statt. Diese Öfen verfügen über verschiedene Heizzonen, wobei jede Heizzone entsprechend den Lötprofilen des Bestückungsprozesses eingestellt ist.
Das Reflow-Lötverfahren umfasst vier Phasen:

In der Aufheizphase wird Wärme in der Leiterplatte und den Bauteilen gespeichert. Die Temperatur sollte sich allmählich ändern, da schnelle Temperaturwechsel die Bauteile beschädigen können. In der Regel beträgt die Temperaturänderung maximal 2°C pro Sekunde. Diese Information ist im Datenblatt der Lötpaste zu finden.
Während der Temperierphase wird die Oxidation der Pads und Anschlussbeinchen der Bauteile durch Aktivierung des Flussmittels reduziert.
In der Reflow-Phase schmilzt die Lötpaste, und der Prozess erreicht seine Maximaltemperatur (unterhalb der maximal zulässigen Temperatur der Bauteile). Die bearbeitete Leiterplatte wird anschließend abgekühlt, und das Lot erstarrt, um Lötstellen zu bilden.
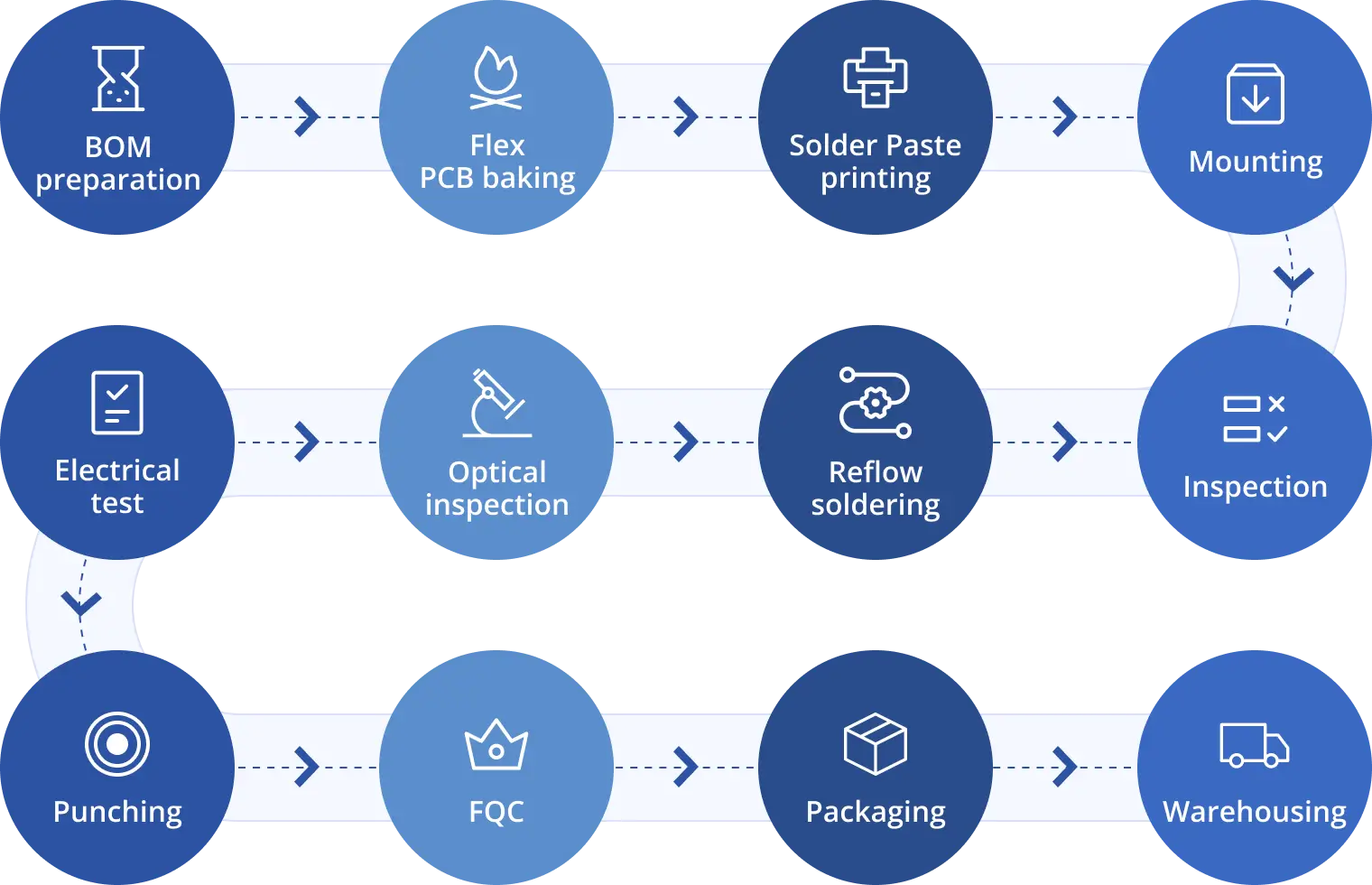
In den weiteren Phasen wird die flexible Leiterplatte optisch inspiziert und elektrisch getestet, um eine 100%ige Fehlerfreiheit sicherzustellen. Nach dem Test wird sie aus dem Panel ausgestanzt und zur finalen Qualitätskontrolle (FQC) geschickt. Nach der FQC wird die Leiterplatte verpackt und eingelagert.