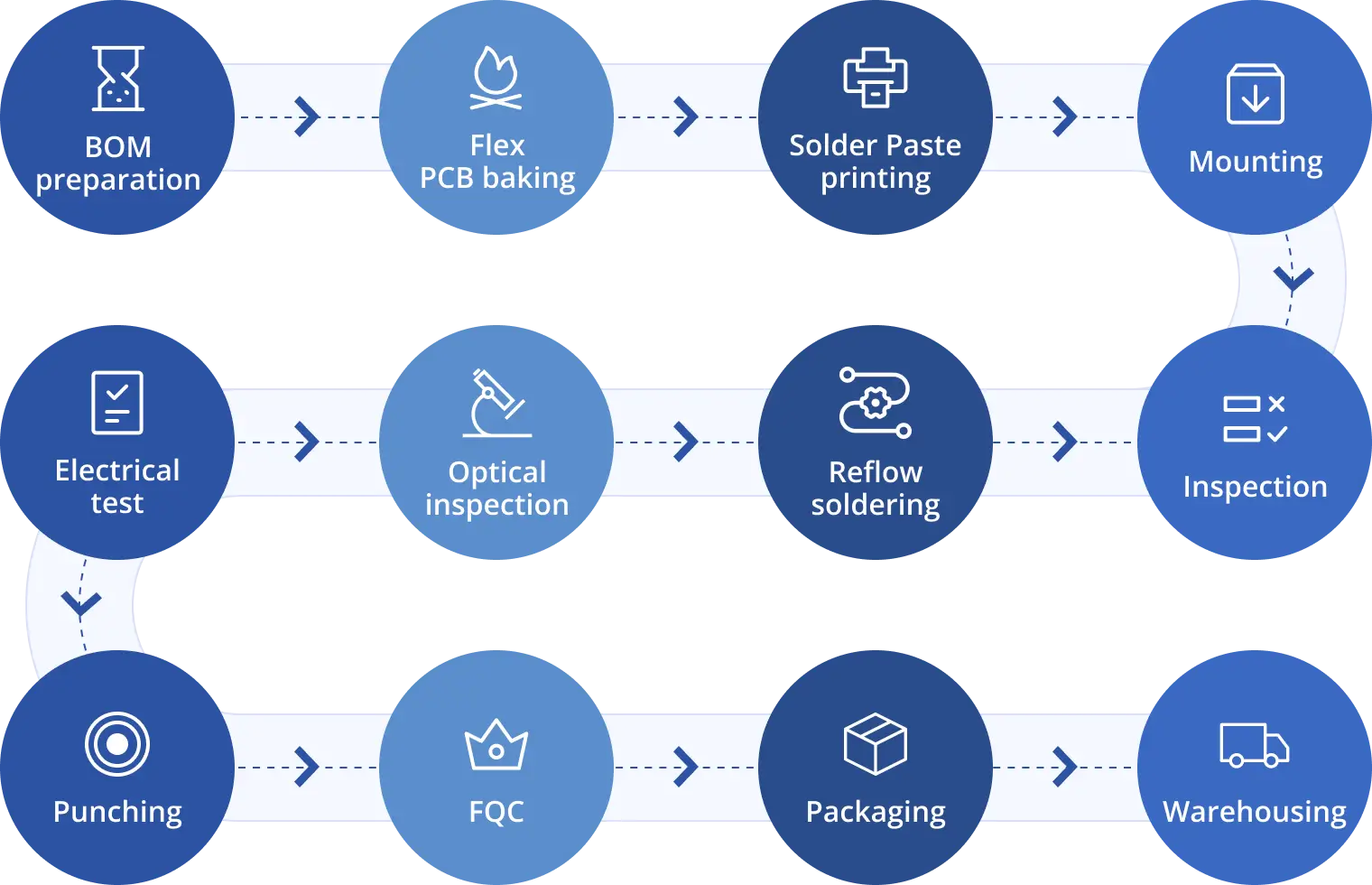
Impresión de pasta de soldadura
Soldadura por reflujo
La soldadura por reflujo es un proceso que consiste en precalentar los componentes y fundir la soldadura en el circuito impreso para lograr conexiones sólidas entre la placa y los componentes. Estos se adhieren temporalmente al circuito flexible mediante la pasta de soldadura, la cual se derrite durante el reflujo y, al enfriarse, forma una unión soldada estable. Este proceso se lleva a cabo en hornos de reflujo, los cuales cuentan con diferentes zonas de calentamiento, cada una con temperaturas ajustadas según los perfiles térmicos requeridos para el ensamblaje.
Etapas de la soldadura por reflujo:

En la etapa de precalentamiento, se acumula calor en la placa y los componentes. El cambio de temperatura debe ser gradual, ya que variaciones bruscas pueden dañar los componentes. Por lo general, el incremento de temperatura no debe superar los 2°C por segundo. Esta información puede consultarse en la hoja técnica (datasheet) de la pasta de soldadura.
Durante la etapa de estabilización térmica (thermal soak), se reduce la oxidación de las almohadillas (pads) y terminales de los componentes mediante la activación del flujo.
En la etapa de reflujo, la pasta de soldadura se funde y el proceso alcanza su temperatura máxima (inferior a la temperatura máxima permitida por los componentes). Posteriormente, la placa procesada se enfría y la aleación de soldadura se solidifica, formando las uniones soldadas.
En las etapas posteriores, el circuito flexible se somete a:
1. Inspección óptica y pruebas eléctricas para garantizar que esté 100% libre de errores.
2. Una vez aprobado, se recorta del panel y se envía al control de calidad final (FQC).
3. Tras superar el FQC, el circuito impreso se embala y se envía a almacenamiento.