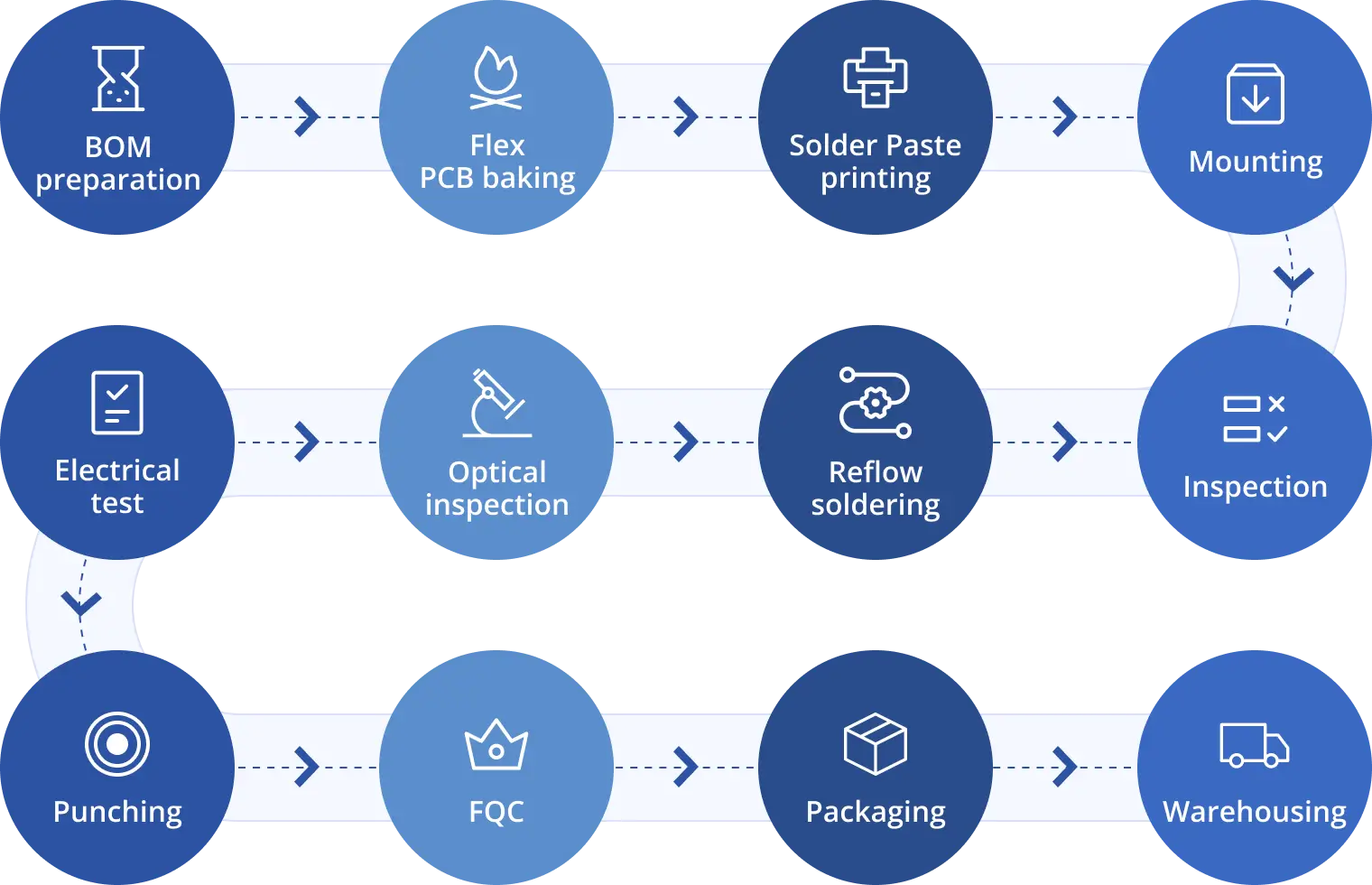
はんだペースト印刷
リフローはんだ付け
リフローはんだ付けは、コンポーネントを事前加熱し、基板上ではんだを溶かして基板とコンポーネントの間に良好なはんだ接合を形成するプロセスです。コンポーネントは、はんだペーストによってフレキシブル基板に接着されます。このはんだペーストは、リフローはんだ付けプロセス中に溶け、冷却されて良好なはんだ接合が作られます。このプロセスは、リフロー炉内で行われます。リフロー炉には、複数の加熱ゾーンがあり、各ゾーンの温度は組立プロセスのはんだプロファイルに従って設定されます。
リフローはんだ付けの4段階:

予熱段階では、基板およびコンポーネントに熱が蓄積されます。温度は徐々に変化すべきであり、急激な温度変化はコンポーネントを損傷する可能性があります。一般的に、温度の変化は秒間2°Cを超えないようにします。この情報は、はんだペーストのデータシートで確認できます。
熱浸漬段階では、フラックスを活性化させることによって、コンポーネントのパッドとリードの酸化が減少します。
リフロー段階では、はんだペーストが溶け、プロセスは最大温度に達します(コンポーネントの許容最大温度未満)。その後、基板は冷却され、はんだ合金が固まり、はんだ接合が形成されます。
その後、フレキシブル基板は光学的に検査され、電気的にテストされ、100%エラーがないことを確認します。テスト後、基板はパネルからパンチアウトされ、最終品質検査(FQC)に送られます。FQC後、基板はパッケージングおよび倉庫に送られます。