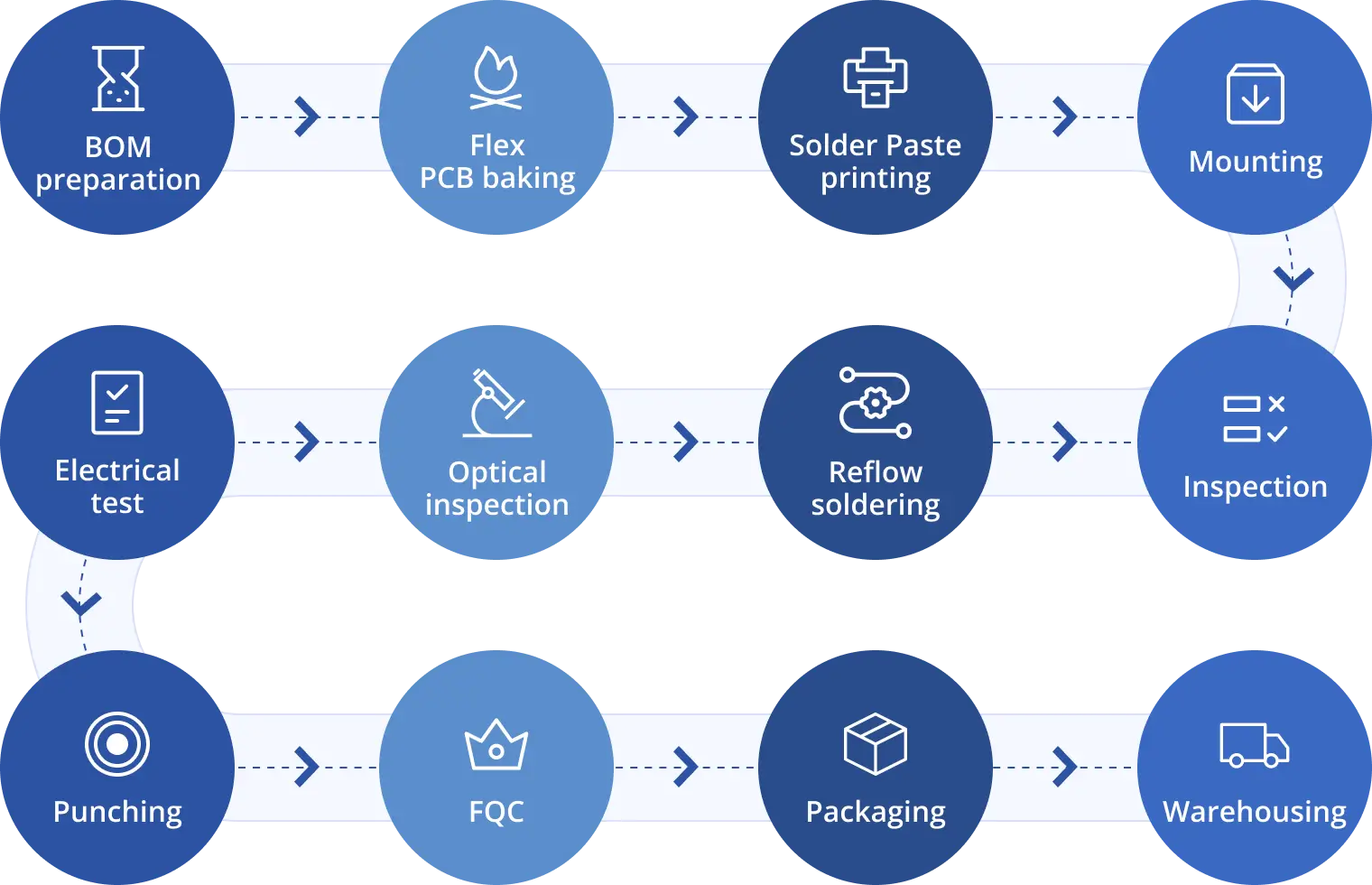
Soldeerpasta-drukproces
Reflow-soldeerproces
Reflow-solderen is een proces waarbij componenten worden voorverwarmd en het soldeer op de printplaat wordt gesmolten om soldeerverbindingen tussen de printplaat en de componenten te creëren. De componenten worden tijdelijk vastgezet op de flexibele printplaat door de soldeerpasta. Deze soldeerpasta smelt tijdens het reflow-soldeerproces en koelt vervolgens af om een goede soldeerverbinding te vormen. Dit proces vindt plaats in reflow-ovens, die verschillende verwarmingszones hebben. Elke verwarmingszone heeft een temperatuur die is ingesteld volgens de soldeerprofielen van het assemblageproces.
Het reflow-soldeerproces bestaat uit vier fasen:

In de voorverwarmingsfase wordt warmte opgebouwd in de printplaat en de componenten. De temperatuur moet geleidelijk veranderen omdat snelle temperatuurwisselingen de componenten kunnen beschadigen. Over het algemeen bedraagt de temperatuurverandering niet meer dan 2°C per seconde. Deze informatie is terug te vinden in de datasheet van de soldeerpasta.
Tijdens de thermische weekfase wordt oxidatie van pads en componentaansluitingen gereduceerd door activering van de flux.
In de reflow-fase smelt de soldeerpasta en bereikt het proces zijn maximale temperatuur (lager dan de maximaal toegestane temperatuur van de componenten). De behandelde printplaat wordt vervolgens afgekoeld, waarbij het soldeerlegering stolt en soldeerverbindingen vormt.
In de verdere fasen ondergaat de flexibele printplaat een optische inspectie en elektrische test om te garanderen dat deze 100% foutvrij is. Na het testen wordt de printplaat uit het paneel gestanst en doorgestuurd naar de Final Quality Check (FQC). Na de FQC wordt de printplaat verzonden naar verpakking en magazijnopslag.