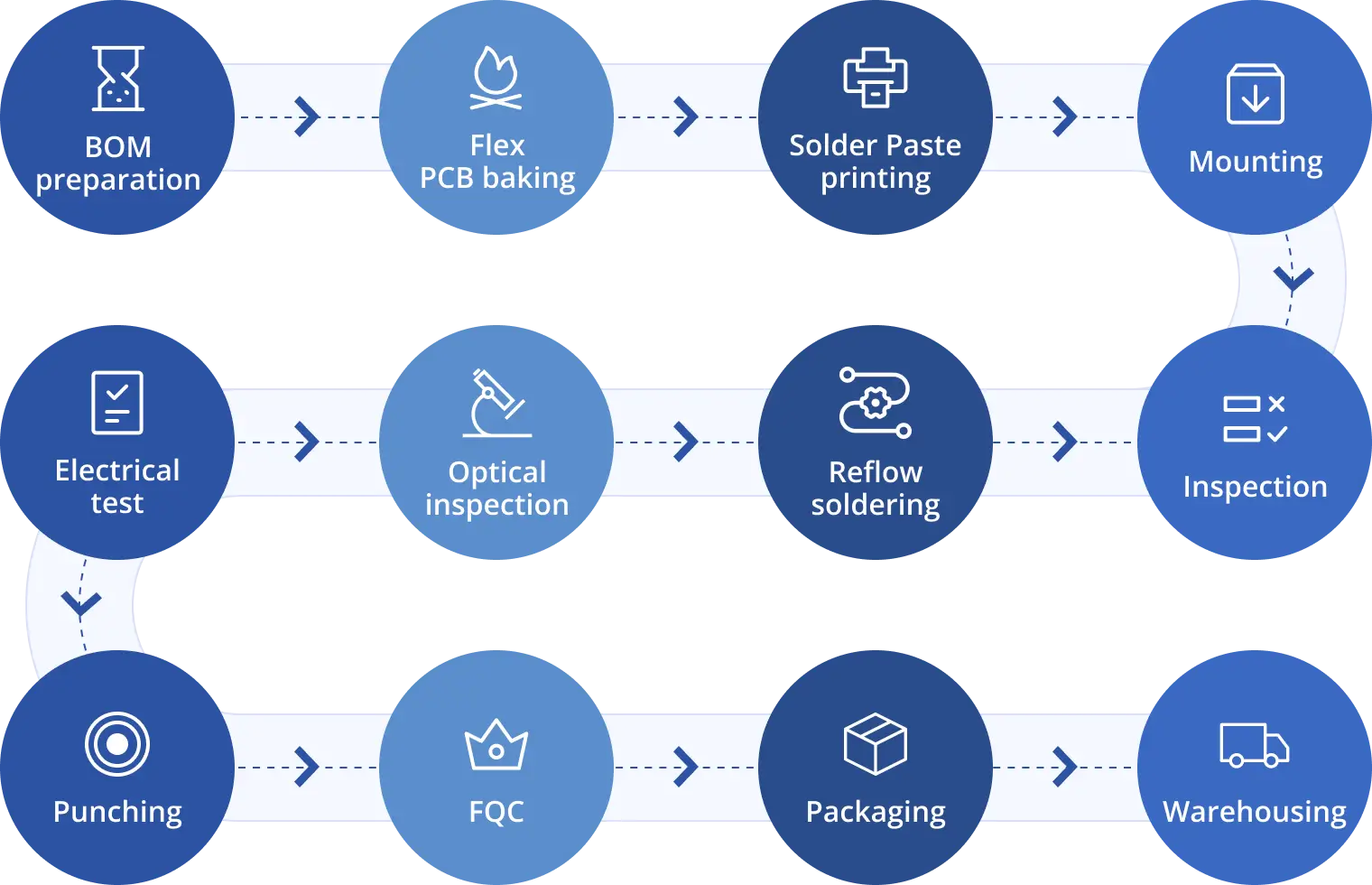
Lödpastatryckning
Reflowlödning
Reflowlödning är en process där komponenter förvärmas och lödet på kretskortet smälts för att skapa lödningar mellan kretskortet och komponenterna. Komponenterna limmas fast vid det flexibla kretskortet av lödpastan. Denna lödpasta smälter under reflowlödningsprocessen och svalnar sedan för att skapa en bra lödning. Detta sker i reflowugnar. Dessa ugnar har olika värmezoner. Varje värmezon har sin temperatur inställd enligt lödprofilerna för monteringsprocessen.
Reflowlödning har fyra steg:

I förvärmningsstadiet ackumuleras värme i kretskortet och komponenterna. Temperaturen bör förändras gradvis eftersom snabba temperaturförändringar kan skada komponenterna. Generellt sett är temperaturförändringen högst 2°C per sekund. Denna information finns i lödpastans datablad.
Under termisk inblandningsstadium minskas oxidation av komponenters fötter och ledningar genom att flussmedlet aktiveras.
I reflow-stadiet smälter lödpastan och processen når sin maximala temperatur (lägre än komponenternas maximalt tillåtna temperatur). Det behandlade kretskortet svalnar sedan och lödlegeringen stelnar för att skapa lödningar.
I de efterföljande stegen inspekteras det flexibla kretskortet optiskt och testas elektriskt för att säkerställa att det är 100% felfritt. Efter testning stansas det ut från panelen och skickas till slutlig kvalitetskontroll (FQC). Efter FQC skickas kretskortet till förpackning och lagerförs.